
营业负责人:13147861002
联系人:15940915117
网 址:www.bochidl.com
地 址:大连市站前街道龙湾路5-6-2-B号

知道大连冻干机的发展方向吗?近年来,国内外开始探索和使用连续式真空冷冻干燥机。连续式设备的特点是适于品种单一而产量庞大、原料充足的产品生产,特别适合浆状和颗粒状制品的生产。连续式设备容易实现自动化控制,大庆冷冻机简化了人工操作和管理,其主要缺点是成本高。随着GMP认证的结束,国产的优秀医药用冻干设备全面进入了现代化阶段,功能齐全、工作可靠、性能稳定,可实现在线清洗(CIP)或蒸汽消毒灭菌(SIP),各项技术指标都能满足生物制品和药品冻干生产的需要。哪里有冷冻机相比之下,国外冻干设备的品种规格比国内多,配套设备齐全,节能型结构比较精致,连续式冻干设备生产量大。为保证冻干产品的质量和节能,常采用冻干设备与其它干燥设备组合在一起的组合冻干设备,例如喷雾冻干设备。干燥机的发展还要重视节能和能量综合利用,如采用各种联合加热方式, 移植热泵和热管技术,开发太阳能干燥机等;还要发展干燥机的自动控制技术、以保操作条件的实现;另外,随着人类对环保的重视,改进干燥机的环境保护 措施以减少粉尘和废气的外泄等,也将是需要深入研究的方向。

检查真空冷冻干燥机的放气阀是否关紧。大庆冷冻机也可在抽气过程中反复开、关该阀,让外界空气吹冲阀孔,以吹除真空冷冻干燥机阀内可能有的杂质,从而保证阀的密封。真空泵与主机之间由真空管连接,检查两个连接处的卡箍是否拧紧。真空冷冻干燥机主机右侧抽气口的不锈钢接头,可用大扳手顺时针方向拧紧。冷冻机价格检查有机玻璃罩底面是否光洁平整。 “O” 型橡胶密封圈是否破损。在真空冷冻干燥机开始工作时,用力下压有面玻璃罩片刻,有利于密封。检查真空冷冻干燥机油质量,从视油镜观察泵油是否变浊或混入杂质,一般情况下,连续工作 200 小时左右,需要更换真空冷冻干燥机油。
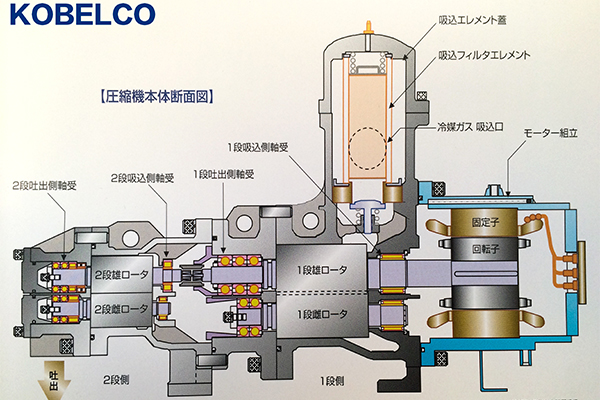
冷冻干燥机之所以可以起到十分可观的运用,其实绝大方面的原因也是由于压缩机设备的作用,大庆冷冻机因为干燥式压缩机是用来降低压缩空气的温度可减少压缩空气中的水蒸气含量的关键设备,所以在选购期间也就有必要多多关注和重视,以此来有效保证该款设备的良好运用,那么今天在此以下我们就一起来了解一下,有关压缩机的专业式选购方法。对于实用的一款设备来说,首先在关键的内部构件进购上就要多加注意和重视,以此来有效保证我们此该款设备的良好运用性,那么今天在此以下我们就一起来了解一下,冷冻机价格有关压缩机的选购方法。一般情况下,水冷式冷冻式干燥机选用全封闭压缩机为主。因全封闭压缩机功率小,价格相对便宜;风冷式冷冻式干燥机一般选用半封闭压缩机为主;风冷式冷冻式干燥机选用半封闭压缩机,在选用时,也可考虑选用氨制冷压缩机,因为氨制冷压缩机功率大,并可一机多用,但安装及管理比较烦琐。而在冷冻式干燥机蒸发器的选用时,高温冷冻式干燥机以选用冷风机为蒸发器,其特点是降温速度快,但易造成冷藏品的水分损耗;中、低温冷冻式干燥机选用无缝钢管制作的蒸发排管为主,其特点是恒温效果好,并能适时蓄冷。所以说,大家在选准确选购冷冻干燥机压缩机部件时,务必要有所了解和关注,首先所要掌握的实际应用性和作业效率,这一方面则是关键的,以上是大连冻干机厂家为大家介绍的选购方法,希望可以起到帮助大家正确选购的作用。

了解了冷冻机管理操作方法,下面在为您讲讲冷冻机不锈钢水塔操作步骤,随着改革开放的深入开展,人们生活水平提高,冷冻机行业也在不断进步。大庆冷冻机接下来我们一起讲解冷冻机不锈钢水塔具体制作步骤的内容。哪里有冷冻机 设备包括:纵横两用缝焊机:该机采用电脑脉冲、气压焊接工艺,可焊直缝和圆周,焊点不变色 ,不破坏不锈钢板材质,焊处牢固,不漏气不漏水,焊接质量稳定,使用寿命长。轨道式点焊机:该机为轨道式,可点焊水塔桶身和端盖,气压传动,焊点受力均匀,焊接质量好 。桶身滚筋机:该机主要用于不锈钢水塔桶身滚筋,起筋尺寸可调,可从水塔两头压筋,增强水塔 桶身的强度。角铁弯圆机:该机可弯角钢和圆管,(弯圆管需换轮子),弯圆速度快,成型美观,用于制作不锈 钢水塔底座。单筋滚筋机:该机用于水塔桶身与上下盖加强筋。

冷库门上框板的安装只用于活动冷库(拼装式)门框板。哪里有冷冻机装配式冷库库体拼装完成后,将左右门框板上的竖凸条留出门上框板的高度,将多余部分锯掉。装配式大连冷库门上框板自下向上推入安装位置,将其上端的挂钩与顶板销盒相连固定。对隔墙的门上框板、将它由下向上推入安装位置,用角铁与顶板固定。大庆冷冻机装配式冷库整体式门框板的安装:整体式门框板的安装同其它冷库库体墙板的安装一样,以挂钩、销盒与顶、底板、墙板相连。加热丝及门框包条的安装:活动冷库库体门加热丝沿开口外侧25mm四周布设,由铝箔胶带粘接于门框四周。门框包条以铆接于门框上,并将加热丝覆盖。 其次:活动冷库平移门的安装: 以6支5×13铆钉将导轨固定于库体墙板或隔墙板上。以2支M10双头螺柱及球头螺母穿墙固定。 最后:活动冷库旋转门的安装:门体定位:将5×80×800及8×80×1600木垫板分别垫于门洞底部及铰链安装一侧,将门体定位。门板上已预制铰链及门锁的安装螺孔,将安装模板(MB1-左端铰链安装模板、MB2-右端铰链安装模上,按模板上定位孔在左右门框上钻孔攻丝M6〕。卸下安装模板。




